
ANZINE : CAE 기술 매거진
이전 ANZINE Home Tech-Insight



▶ 67호 : Ansys Fluent를 이용한 주조 공정 시뮬레이션 방법 소개
- 김상민 수석 매니저
- 태성에스엔이
- ksm@tsne.co.kr
Ansys Fluent를 이용한 주조 공정 시뮬레이션 방법 소개
Metal Casting은 저렴한 제작비용으로 인해 다양한 금속 물체를 만드는데 활용된다. 균일한 제품생산을 위해서는 주형 틀 및 주입속도 등에 지배적인 영향을 받게 되는데 시뮬레이션을 통해 미리 결과를 예측하고, 문제 발생 시 개선점을 도출할 수 있다.
Introduction
Metal Casting은 용융 금속을 주형에 주입하고 냉각시켜 응고된 부품을 형성하는 공정이다. 복잡한 큰 부품을 만드는데 사용된다. 금속 주조의 장점으로는 복잡한 형상을 생성할 수 있으며, 거의 모든 금속 주조에 이용할 수 있고 후처리가 거의 없거나 매우 미미한 경우가 많다. 반면에 단점으로는 상대적으로 거친 표면 마감으로 인해 조립 및 결합되는 제품에는 적합하지 않고 주형을 제작하는 비용으로 인해 소량 생산시에는 다른 제조 공정에 비해 비용이 증가할 수 있다. 이러한 Metal Casting의 특징으로 인해 고대부터 현대까지 유사한 공정을 수행하고 있다. 고대부터 이어져온 경험적인 공정도 중요하지만 시뮬레이션을 통해 미리 결과를 예측하는 방법을 알아보고자 한다.
Model description
Metal Casting을 위해서 [그림 1]과 같이 형상의 오른쪽 상부에 Liquid Metal을 주입하며 형틀의 상부에 대기압 조건으로 outlet 조건을 적용한다. 충전부와 형틀의 사이는 균일하게 Liquid가 주입될 수 있도록 얇은 두께의 형상으로 이어져 있다.
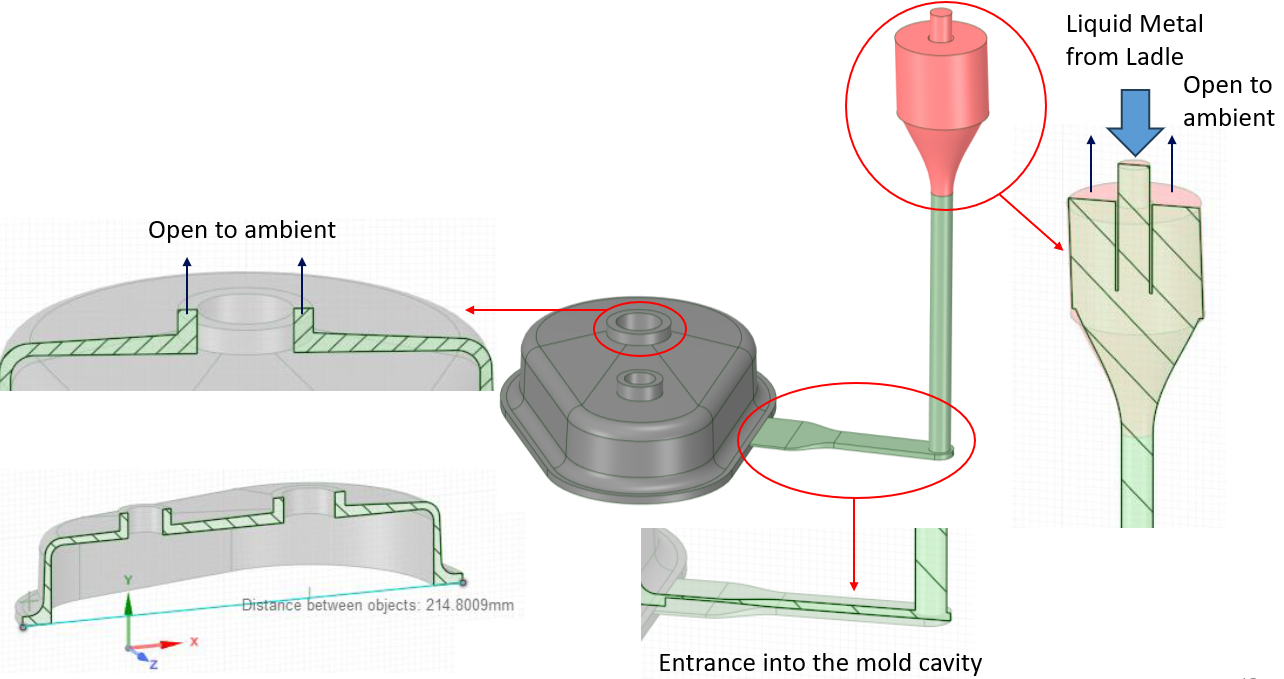
그림 1. Geometry
Boundary Conditions
Inlet은 Mass flow Inlet 조건을 사용하며, 1,200℃의 온도조건을 준다. 유량 조건은 [그림 2] 와 같이 0s ~ 0.5s사이는 선형적으로 0.35 kg/s로 증가하며, 0.5s ~ 4.5s 사이는 동일한 유량을 유지하다 4.5s ~ 5s 사이는 선형적으로 줄어서 0 kg/s로 변경된다.
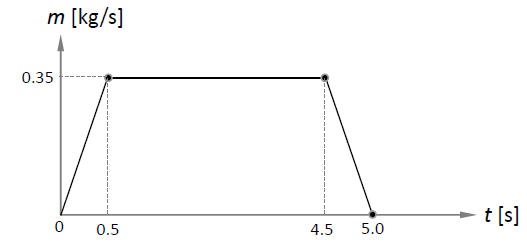
그림 2. Mass Flow Inlet
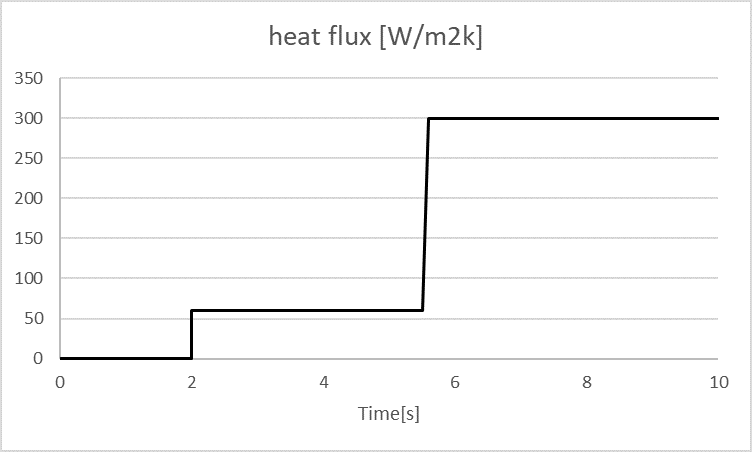
그림 3. Convection Heat Flux
[그림 3]과 같이 형틀인 Wall-casting은 용융금속의 응고를 위해서 시간에 따라 별도의 대류열유속을 적용한다. 0s ~ 2s사이는 단열조건을 적용하고, 2s ~ 5.5s 사이는 60 W/m2k, 5.5s 이후부터는 300 W/m2k로 적용하고, Wall의 주변온도는 30℃로 설정한다. 이와 같은 시간에 따른 설정 변화는 Expression을 이용하여 정의한다.
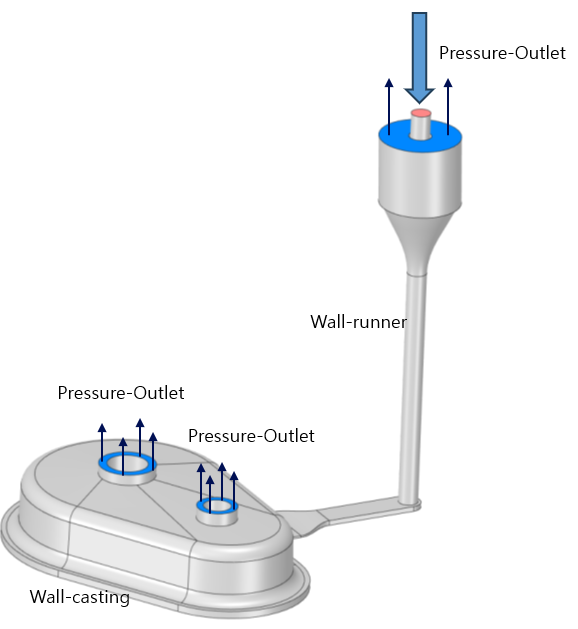
그림 4. Boundary Conditions
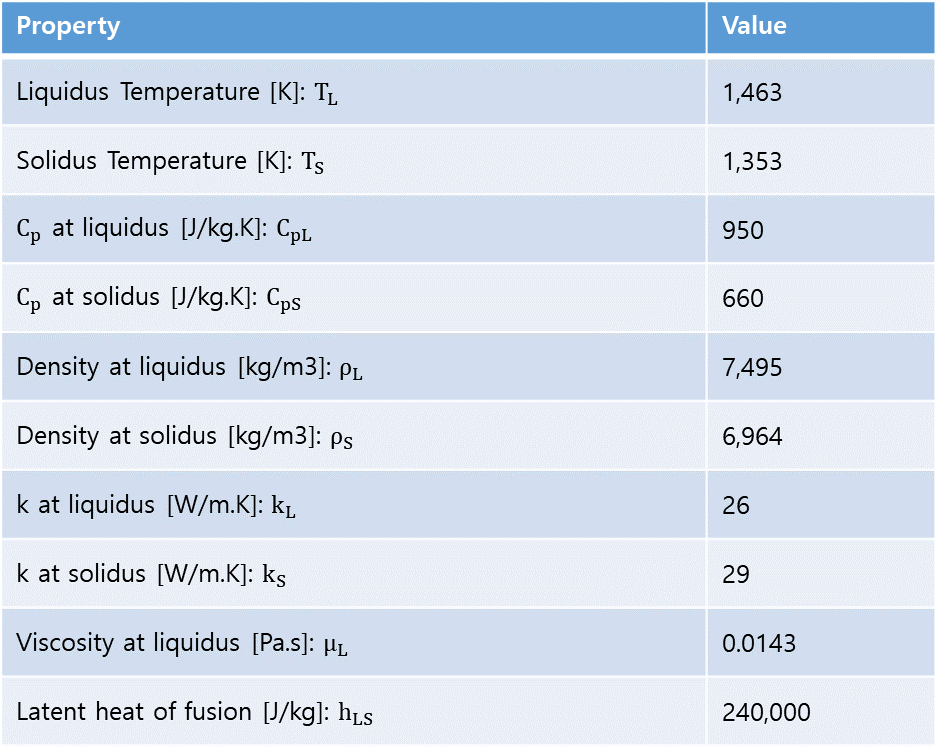
물성은 Liquidus Temperature와 Solidus Temperature의 온도를 정의하고 각각의 밀도, 비열, 열전달계수, 점도, 잠열 등을 설정한다.
Metal liquid의 온도에 따른 밀도 변화는 [그림 6]과 같이 구간별로 설정한다.
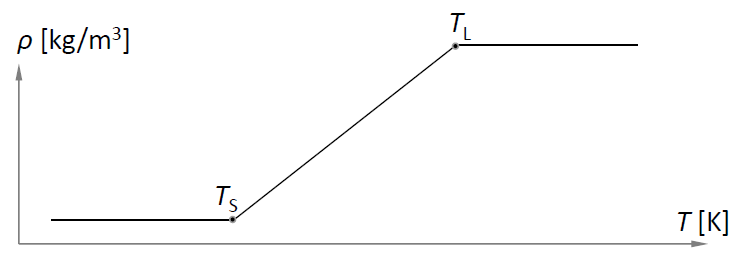
그림 6. Temperature Section
공기에 대한 물성에서 밀도는 Ideal-gas로 선택하고, 나머지는 기본값으로 유지한다. 공기가 온도에 따라 응고가 되지 않도록 Pure Solvent Meting Heat는 0으로, 온도에 따른 물성변화를 고려하지 않기 위해서 Solidus Temperature와 Liquidus Temperature는 0으로 입력한다.
Solver Setting
Liquid의 거동을 확인하기 위해서 Volume of Fluid(VOF) 다상유동 모델과 Metal의 응고해석을 수행하기 위해 Solidification and Melting 모델을 사용하며, 많은 계산시간이 소요되는 비정상상태 계산을 효율적으로 수행할 수 있는 Non-Iterative Time Advancement(NITA)방식도 적용한다.
초기 유동장은 Air로 채우고, 온도는 1,200℃로 설정한다. Inlet pipe에 대한 Patch를 위해서 Region Register를 Domain ? Adapt ? Refine / Coarsen.. ? Cell Registers에서[그림 7]과 같이 입력한다.
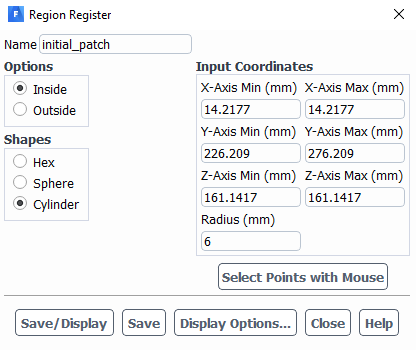
그림 7. Region Register
Patch 기능을 선택하여 Phase를 metal로 선택 후 Volume Fraction을 1로 선택한다. [그림 8]과 같이 초기화된 것을 확인할 수 있다.

그림 8. Initial Condition : After Patching
Results
10초 동안의 유동해석을 수행하였으며, 1초 단위로 결과를 저장하여 시간에 따른 metal의 흐름을 확인하였다. [그림 9]와 같이 Metal Liquid Fraction을 표현하였으며, 값이 1이면 Metal이 Liquid 상태이고, 0이면 Solid 상태인 것을 의미한다. 5초까지는 Liquid의 특성으로 형틀에 채워지는 것을 확인할 수 있으며, 5초까지 주입이 끝나면 Wall에 적용한 쿨링 효과(대류)로 인해 빠르게 온도가 낮아져 Solid 형태로 응고되는 것을 확인할 수 있다. 해석 중 Liquid 상태에서 에어포켓이 발생하지만 빠르게 제거되어 형틀에 충진이 완료되었을 때는 특별한 문제가 발생하지 않는다.
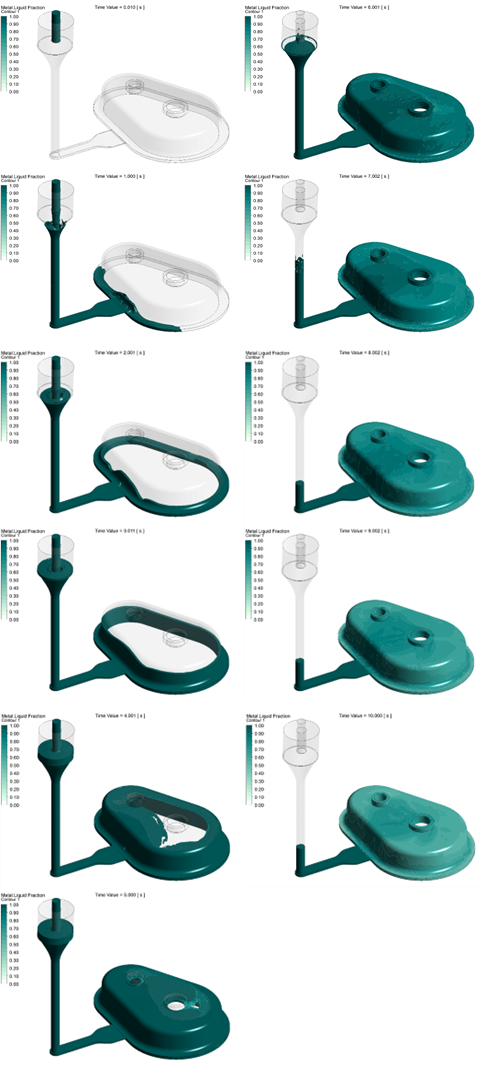
그림 9. Metal Liquid Fraction
맺음말
이번 호에서는 Fluent에서 제공하고 있는 Volume of Fluid(VOF)기능과 Solidification and Melting 모델을 이용하여 주조해석에 대한 설정 방법에 대해서 알아보았다. 실제 산업 현장에서 주조 생산은 균일한 제품생산 능력이 매우 중요하다. 이러한 조건을 만족하기 위해서는 주형틀의 형상 및 주입속도 등 다양한 요인들에 의해서 결정된다. 주조 생산 전 미리 시뮬레이션을 수행하면 실제 겪을 수 있는 문제점을 사전에 파악할 수 있으며, 개선 방향을 도출할 수도 있기 때문에 높은 제품생산 결과를 얻을 수 있을 것으로 기대한다.



 ㈜태성에스엔이
㈜태성에스엔이-
- 대표이사 : 심진욱, 박인규
- 사업자등록번호 : 219-81-23192
- 통신판매업 신고번호 : 제2017-서울성동-1100호
ⓒ TAE SUNG S&E Inc.



