
ANZINE : CAE 기술 매거진
이전 ANZINE Home Tech-Insight



▶ 66호 : Ansys Mechanical을 이용한 전기로 전극봉의 열-구조 해석
- 황정필 수석매니저
- 태성에스엔이
- jphwang@tsne.co.kr
Ansys Mechanical을 이용한 전기로 전극봉의 열-구조 해석
Introduction
전기로 제강법은 고철이나 환원철과 같은 냉철원을 원료로 사용하고, 전기에너지를 이용하여 용해 정련하는 방법이다.
전기로는 전열을 이용하여 강을 제조하는 로(Furnace)를 의미하며, 전기 양극체인 전극봉에 전류를 통전시켜 고철과 전극봉 사이에 발생하는 아크(Arc)에 의하여 고철을 녹이는 아크로와 도가니 주위에 감겨 있는 코일을 통한 유도전류에 의한 열로 정련을 하는 유도로의 두 가지 타입이 있다. 전기로는 전기를 에너지로 사용하며, 고철을 녹이고 LF(Ladle Furnace)에서 성분을 조정한 후 주조 과정을 거쳐 원하는 제품을 생산하는 방식으로, 비교적 적은 투자비와 공간으로 설치가 가능하다. 또한 공정시간이 비교적 짧아 수요에 대한 빠른 대응이 가능하며, 모든 강종의 정련이 가능하여 특수강 제조에 유리하다.
최근에는, 탄소 배출 저감 문제를 해결하기 위해 전기로의 기존 공정 개선과 전기로 공정 연구가 활발히 이루어지고 있다. [그림 1]은 AC 전기 아크로의 개략도를 나타내고 있다.
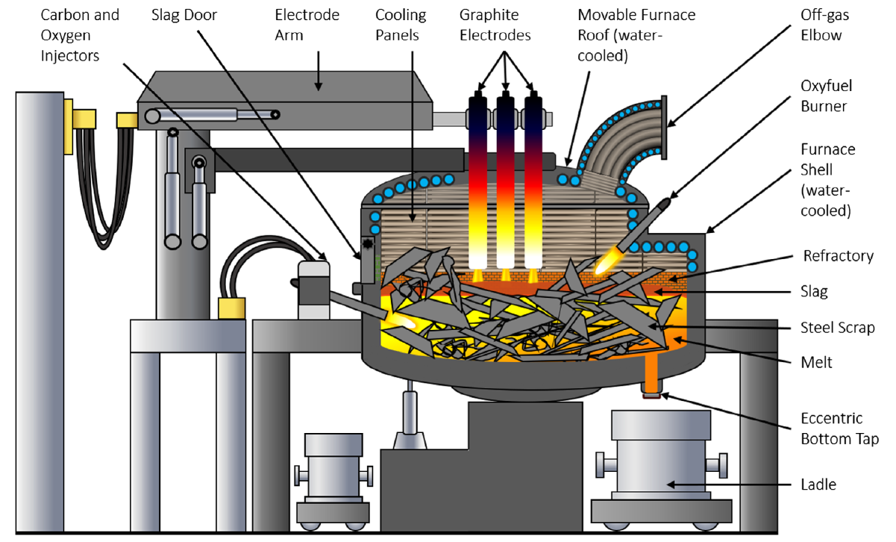
[그림 1] AC 전기 아크로 개략도
(출처 : A Review of Mathematical Process Models for the Electric Arc Furnace Process, http://www.steel-research.de/)
전기로 조업은 [그림 2]와 같이 원료 scrap 장입, 용해작업, 산화정련, 배재작업, 환원정련 및 성분 조정, 출강을 거치게 된다. 출강한 용선을 이용하여 연속 주조 공정을 거쳐 원하는 철강 제품을 생산하게 된다.
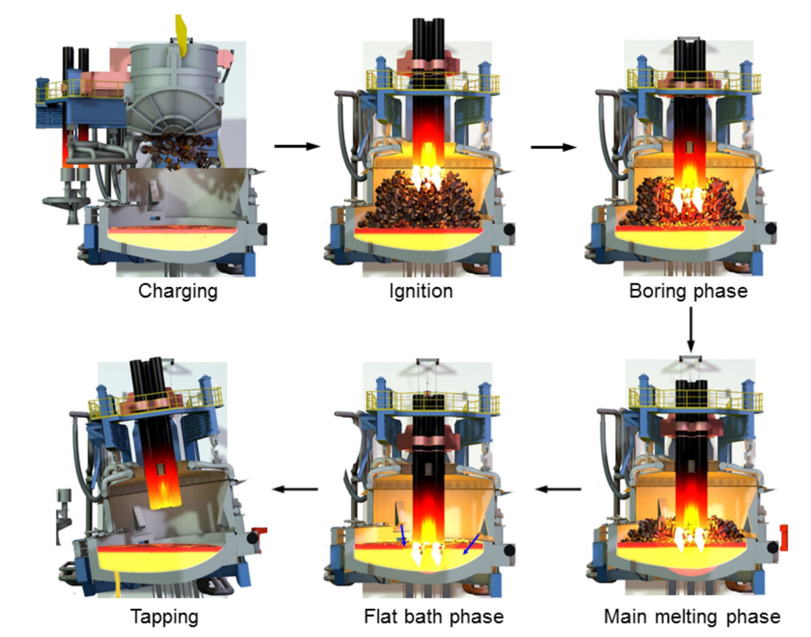
[그림 2] 전기로 공정 순서
(출처 : Review on Modeling and Simulation of the Electric Arc Furnace (EAF) researchgate.net)
전극봉 (Electrode)
한번 이상 철강제품으로 제작되었다가 다시 회수된 scrap을 전기로에 녹여 원하는 철강제품을 제조하는 전기로에서 전극봉은 가장 중요한 설비들 중 하나로, 주성분은 탄소이다. 전극봉은 연필심과 같은 구조와 성질을 가지며, 연필심과 같은 일반 흑연은 층사이에 전류가 잘 통하지 않으므로 층간 배열을 길이 방향으로 직선화 구조로 만들어 전류를 잘 흐를 수 있도록 제조한다. 전극봉의 주원료는 코크스이며, 2,500?c 이상에서의 고온처리를 하여 인조 흑연을 만들어 이것으로 전극봉을 제작하게 된다.
전기로의 원리는 용접 작업의 원리와 같으며, 용접봉과 용접 재료에 전극단자를 연결한 후 용접봉을 재료에 붙이면 섬광과 함께 고열이 발생하게 된다. 마찬가지로 전극봉 끝부분과 Scrap 사이에 전류가 흐르면서 아크 열이 발생하여 Scrap을 녹일 수 있을 만큼 높은 온도가 발생하게 된다.
일반적으로 전기로 조업에는 3상 교류를 사용하므로 3개의 전극봉을 사용하는데, 전기적 특성은 교류보다 직류가 안정적이지만 변압이 용이하기 때문이다.
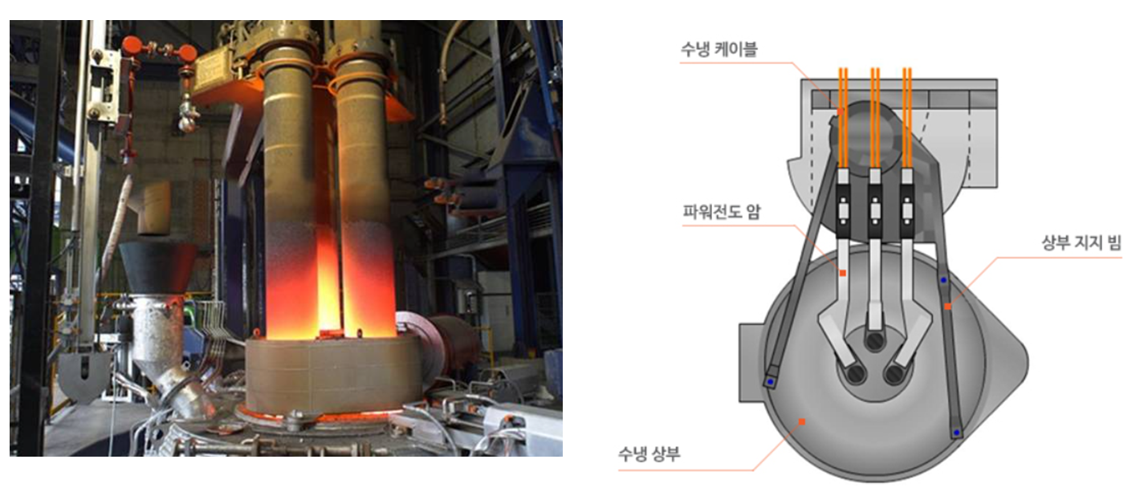
[그림 3] 3상 교류 전극봉
(출처 : https://www.idaehan.com/kr/business/steel/rebar_view?seq=10&keyword=&field=
https://www.graptek.com/products/graphite-electrode.html)
전극봉의 열-구조 해석
Ansys Mechanical에서 실제 조업 상의 전극봉 거동을 고려한 열-구조 해석을 진행하기 위해서는 변위 자유도와 온도 자유도를 동시에 계산할 수 있는 요소를 사용하여야 하므로, Coupled-Field를 위한 SOLID226 요소를 사용하여야 한다.
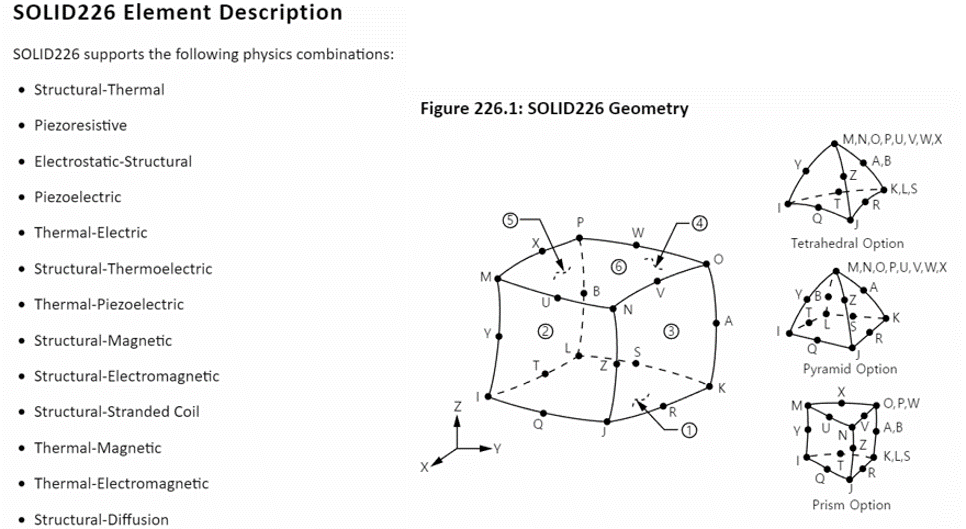
[그림 4] SOLID226 (3D Coupled-Field 요소)
열-구조 자유도를 결합하여 시간에 따른 해석을 진행하여야 하므로 Ansys Workbench 환경에서 Coupled Field Transient 해석 시스템을 [그림 5]와 같이 구성한다.
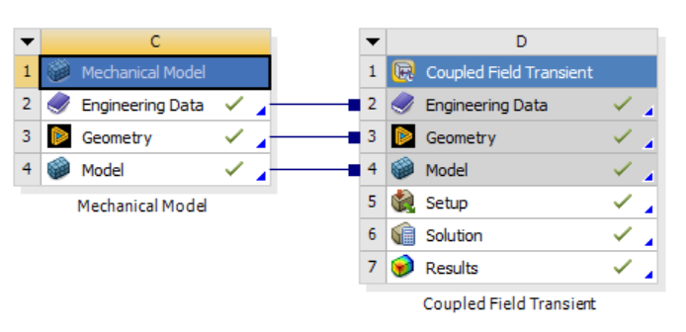
[그림 5] 해석 시스템 (Ansys Workbench)
정확한 전극봉의 열-구조 해석을 진행하기 위해서는 전자기 해석을 통한 Joule Heat과 전기로 내의 메탈, 슬래그 영역 및 고로 내의 열-유동 해석을 통한 유체에 의한 열원 경계조건을 도출하여야 하지만, 이 원고에서는 모델 및 경계 조건에 대해 가정 및 단순화하여 진행하였다.
1) 해석 모델
내화재 및 3상 전극봉을 포함한 전체 전기로 모델들 중에 해석을 위한 모델은 [그림 6]과 같이 1개의 Sample 전극봉에 대해 진행하였다.
SpaceClaim을 이용하여 직경이 1.8m이고 길이가 10,640mm의 3차원 전극봉 모델을 [그림 7]과 같이 구성하였으며, 육면체 격자 구성 및 해석 경계 조건 적용을 위해 Body들을 분할하였고, 하나의 전극봉 모델에 대해서는 연속적인 격자 구성을 위해 ‘Share Topology : Share’로 설정하였다. 전극봉 1개 모델에 대해 [그림 8]과 같이 격자를 생성하여 구조 해석을 진행할 수 있도록 준비하였다.
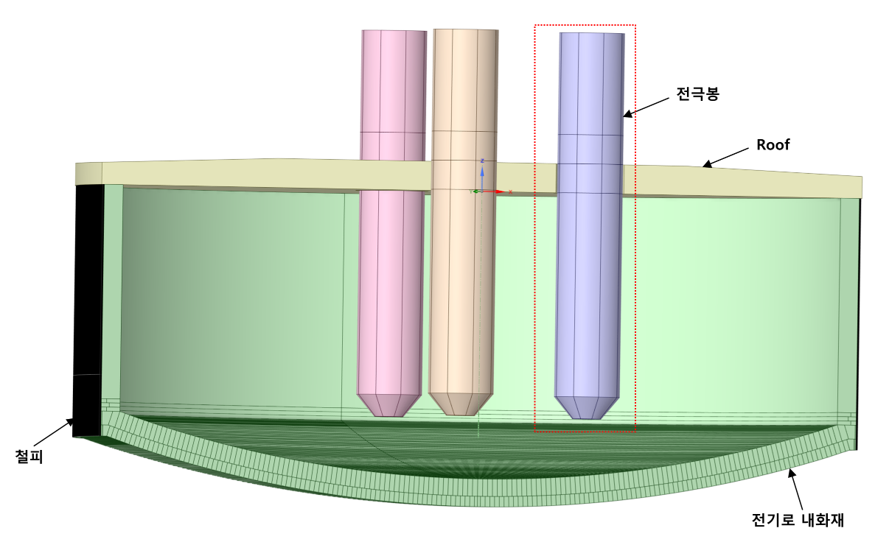
[그림 6] 전극봉 및 전기로 형상
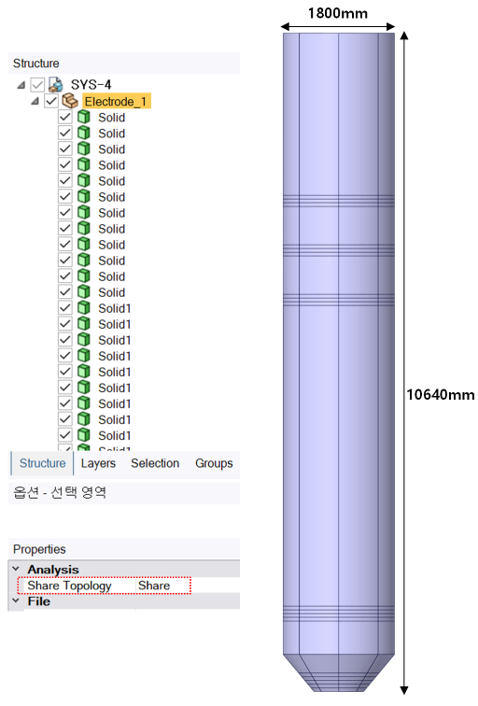
[그림 7] 전극봉 형상
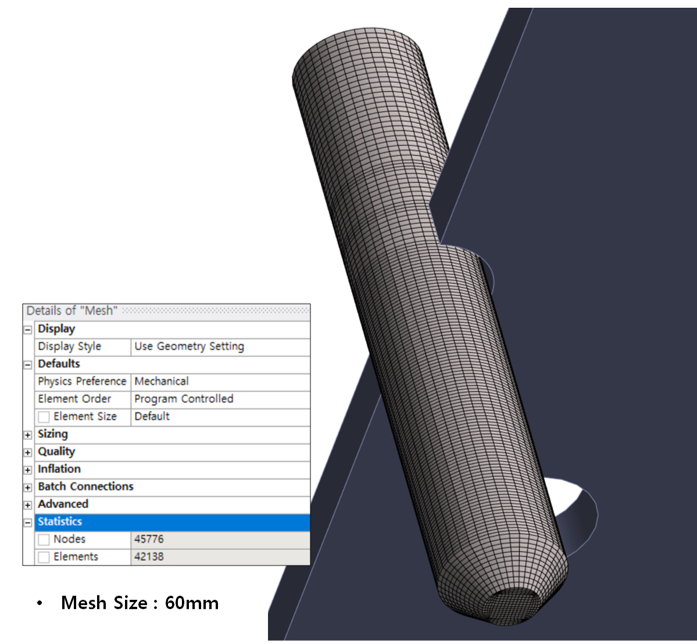
[그림 8] 전극봉 유한요소모델
2) 물성 정보
전극봉의 열-구조 해석을 위한 물성 데이터는 [표 1]과 같이 정리하였다. 전기로 내 고온의 조업 환경에서의 전극봉의 열-구조 거동 특성을 계산하여야 하므로, 온도에 따른 물성을 사용하여야 하며, 시간에 따른 과도해석을 진행하여야 하므로 전극봉의 밀도 및 비열 정보가 필요하다. 물성 데이터는 문헌 ‘A Finite Element Model of a Soderberg Electrode with an Application in Casing Design’을 참고하였다.
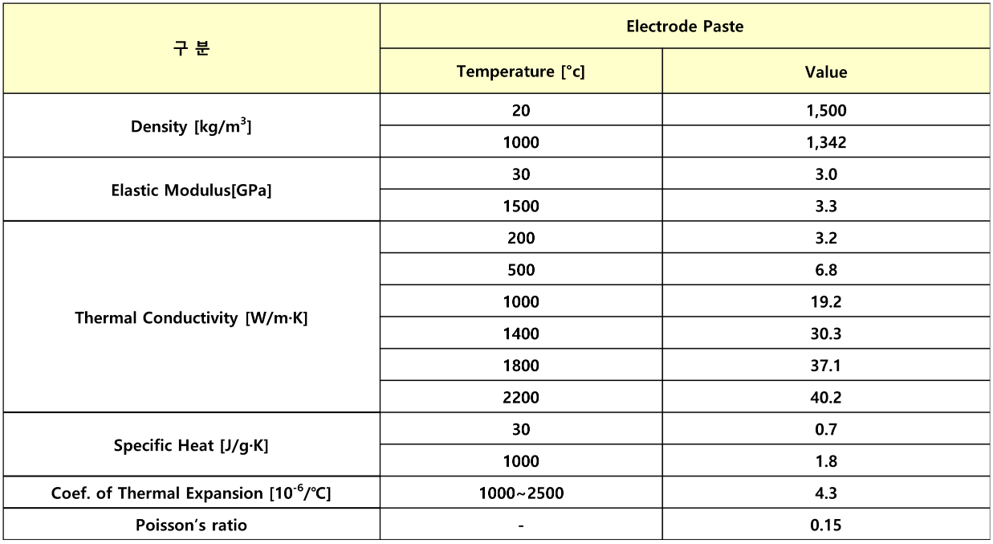
[표 1] Material Properties of Electrode
(출처 : A Finite Element Model of a Soderberg Electrode with an Application in Casing Design)
3) 경계 조건
조업 시 전기로 내에는 용융된 메탈과 슬래그 라인이 있으며, 그 위에는 원료인 Calcine 영역이 있으며, 각 영역 별 분위기 온도를 [그림 9]에서 나타내고 있다. 실제적으로는 전극봉의 전자기 현상과 로내 유동 및 반응 등에 의해 각 영역 별 시간에 따라 분위기 온도 및 열전달계수 값들은 다르기 때문에 전자기 해석 및 열-유동 해석 데이터 또는 실측 데이터들을 활용하는 것이 더 정확지만, 이번 호에서는 Ansys Mechanical 만을 이용하여 해석 조건을 단순화한 전극봉의 열-구조 해석을 진행하였다.
해석 대상인 전극봉의 물리계 및 자유도를 정의하여야 하며, [그림 10]과 같이 ‘Physics Region’을 이용하여 ‘Structural’과 ‘Thermal’을 ‘Yes’로 설정하여 열-구조 문제를 동시에 계산할 수 있도록 한다. 해석 시간은 조업을 고려한 전체 5,000초까지 계산을 진행하였으며, 초기 정상상태 열-구조 해석을 진행한 후 시간 효과를 고려하여 계산하였다. 전극봉 바닥부의 아크 발생 영역은 80,000W의 ‘Heat Flow’ 조건을 적용하였으며, 원료 Calcine 영역과 상단의 노내 분위기 온도는 ‘Convection’ 조건을 적용하였다. Calcine 상단의 노내 가스에 의한 고온 접촉을 고려한 열전달계수를 각 단계마다 아래의 복사 열전달이 고려된 수식을 이용하여 산정하여 적용하였다.
h=εσ (Ts2+T∞2) (Ts+T∞) [W/m2K]
hF = 1300+h [W/m2K]
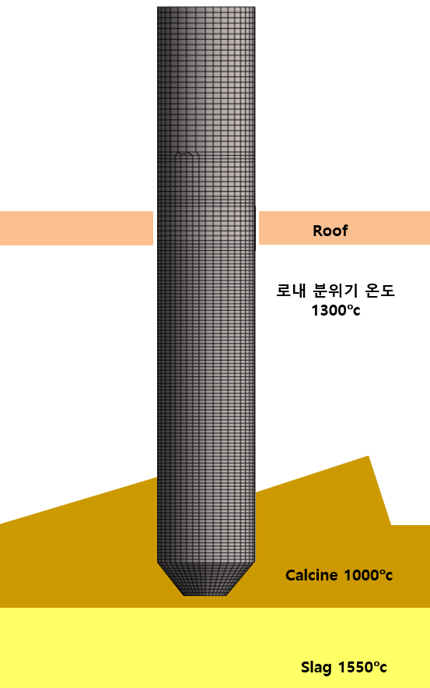
[그림 9] 전기로 내 분위기 온도
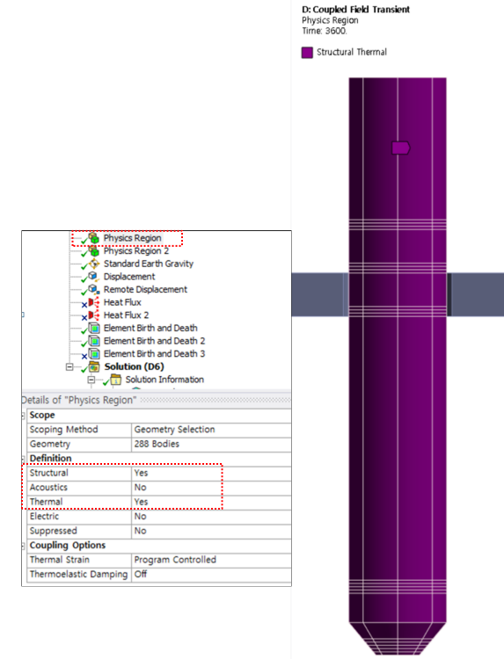
[그림 10] Physics Region (전극봉)
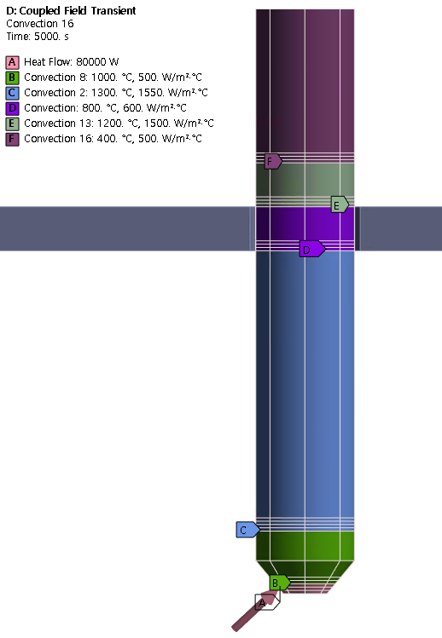
[그림 11] 전극봉 열 해석 조건
[그림 12] 전극봉 구조 해석 조건
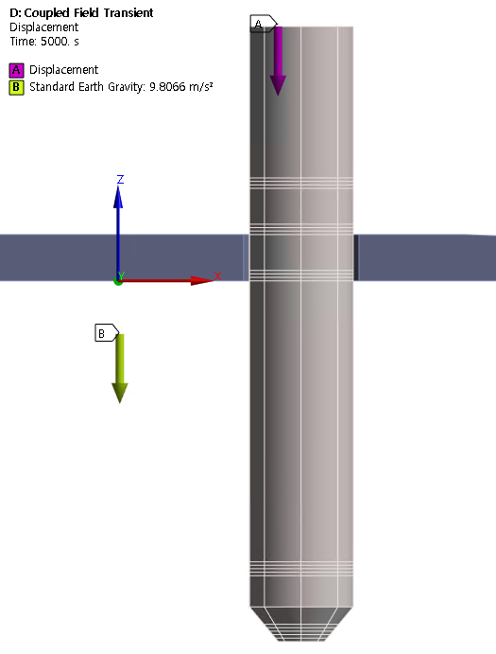
전극봉의 상단 고정부에 ‘Displacement’ 조건을 적용하여 변위를 제어하였으며, 시간에 따라 [그림 13]과 같이 전극봉이 60mm 슬립을 고려하여 하강하는 변위 조건을 고려하였다. 또한 자중 및 공기 혼입에 따른 압력 조건도 고려하였다.
[그림 13] 전극봉의 시간에 따른 슬립 조건 (하강 조건)
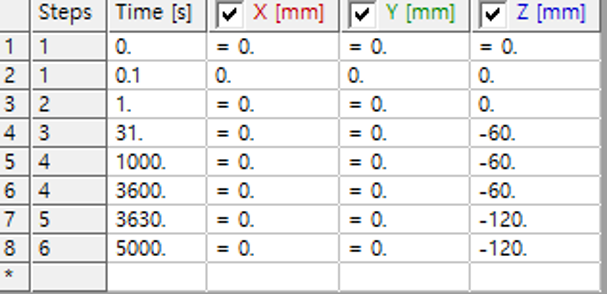
실제 전극봉이 고온과 가혹한 조업 상황에 의해 소모가 발생하므로, 시간에 따라 전극봉 하부 영역이 소모되는 효과를 고려하기 위해 ‘Element Birth and Death’를 사용하였다. ‘Element Birth and Death’ 기능을 이용하여 시간에 따라 전극봉 바닥부의 소모 영역의 요소들을 제거하고, 제거하고 남은 영역에 다시 열 하중 조건들이 적용할 수 있도록 설정하였다.
[그림 14] Element Birth and Death
4) 해석 결과
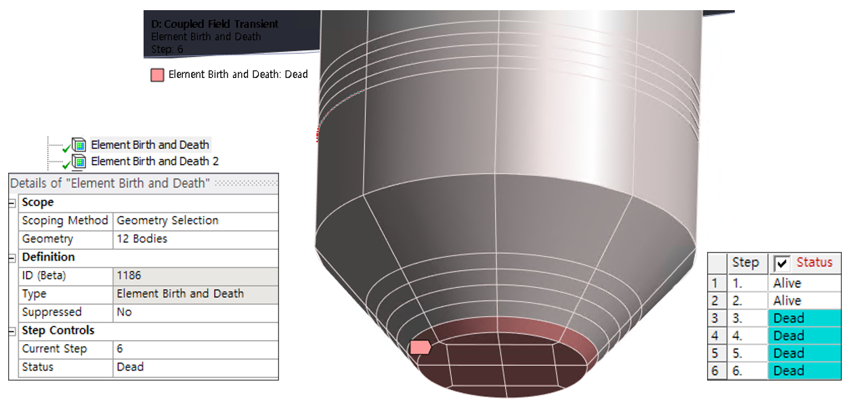
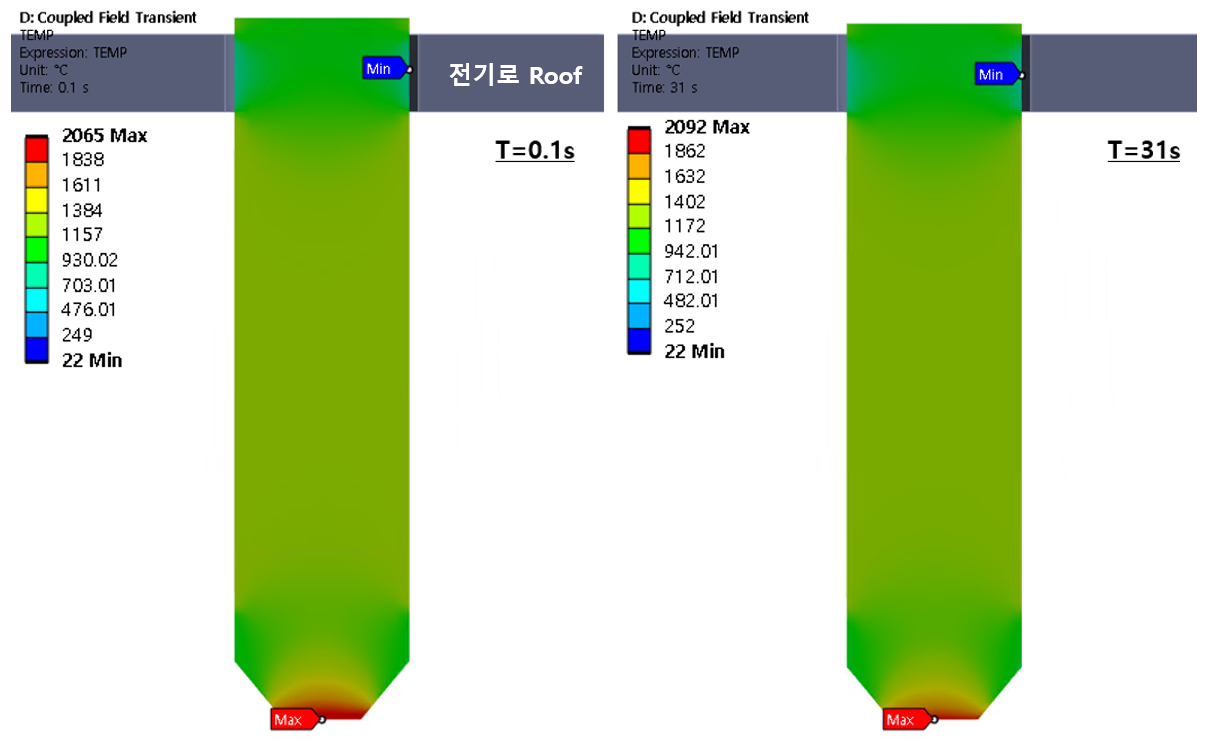
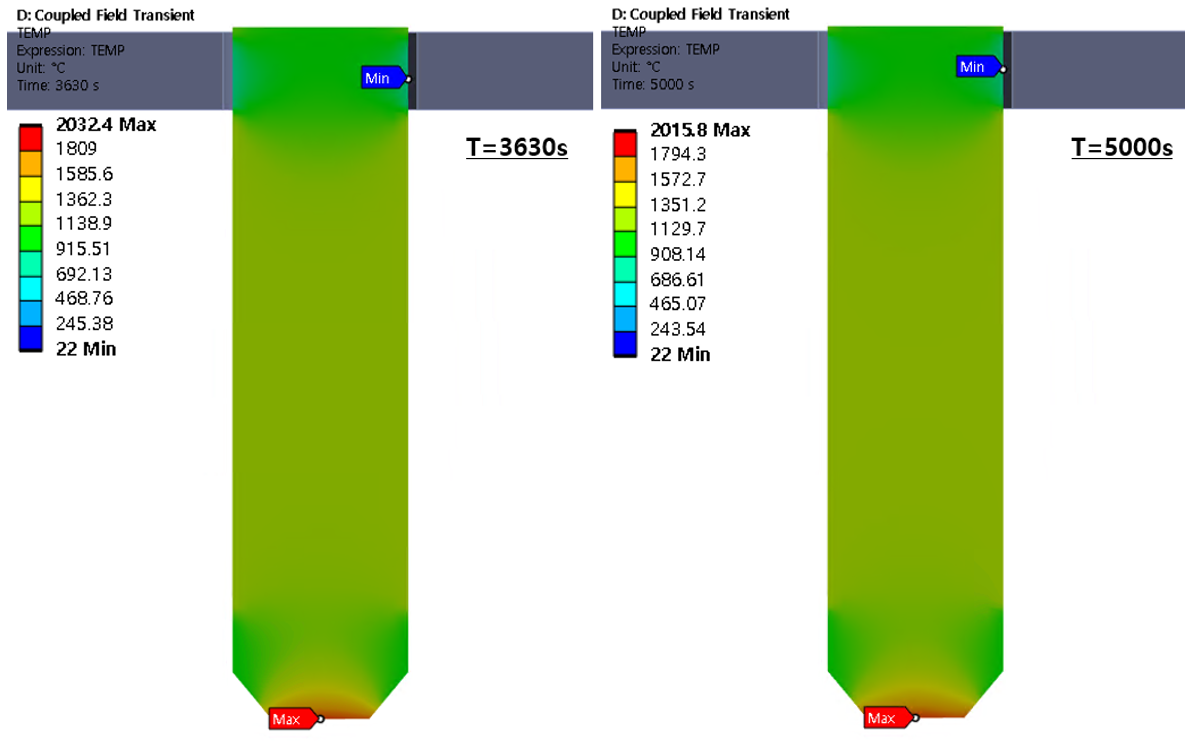
[그림 15]는 시간에 따른 전극봉 단면의 온도 분포를 나타내고 있다. 시간에 따라 전극봉이 하강하면서 온도 분포가 변하는 경향을 확인할 수 있다. 전극봉 바닥부는 아크 발생 영역으로 지속적으로 2,000°c 대의 온도 분포가 발생함을 확인할 수 있으며, 전기로 Roof 영역을 통과하여 로내로 진입하는 전극봉 영역은 로 내 분위기 온도에 맞추어져 내부로 열전달이 진행되는 것을 확인할 수 있다. 또한, 실제 조업 시간 및 소모량과 소모 시간을 고려한다면 전극봉 Hot Spot 영역에서 내부로 좀더 열전도가 진행되어 고온 영역이 상대적으로 더 넓어질 것으로 예상된다.
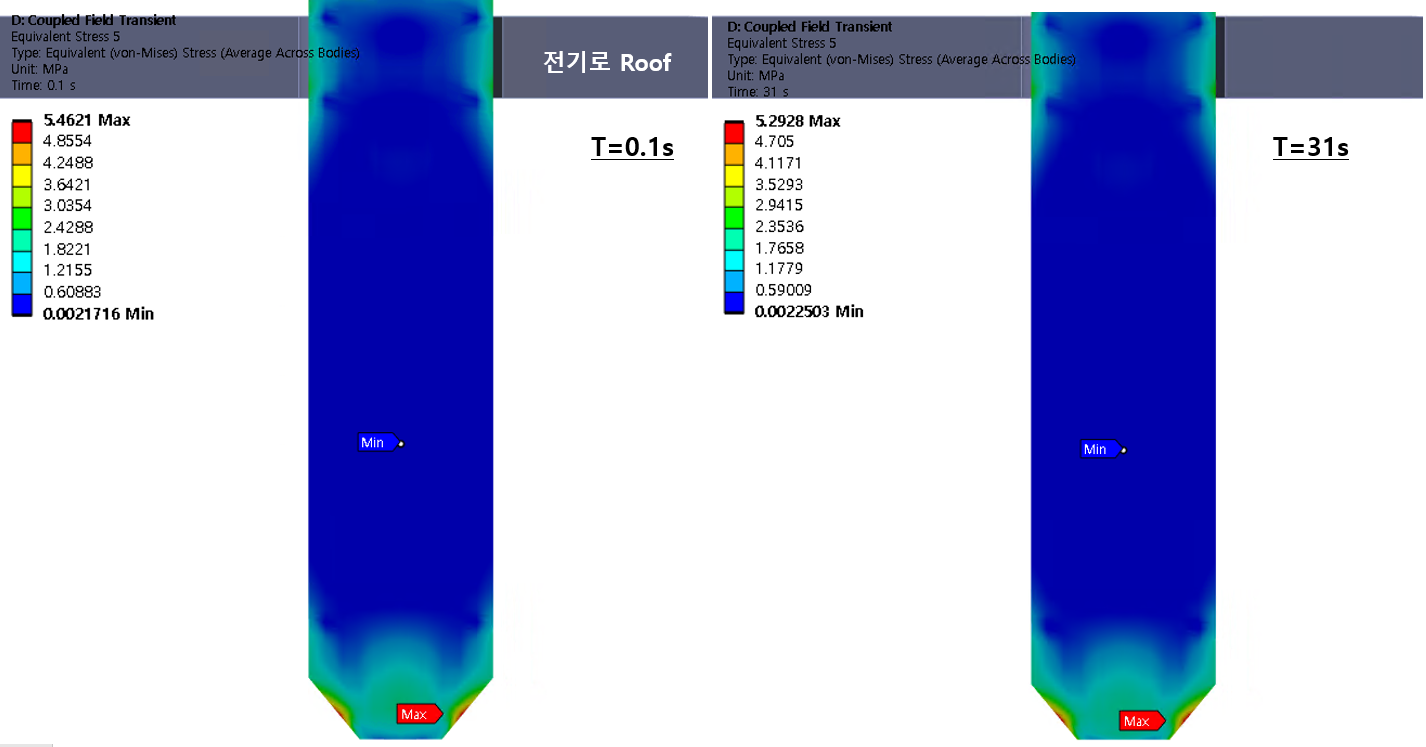
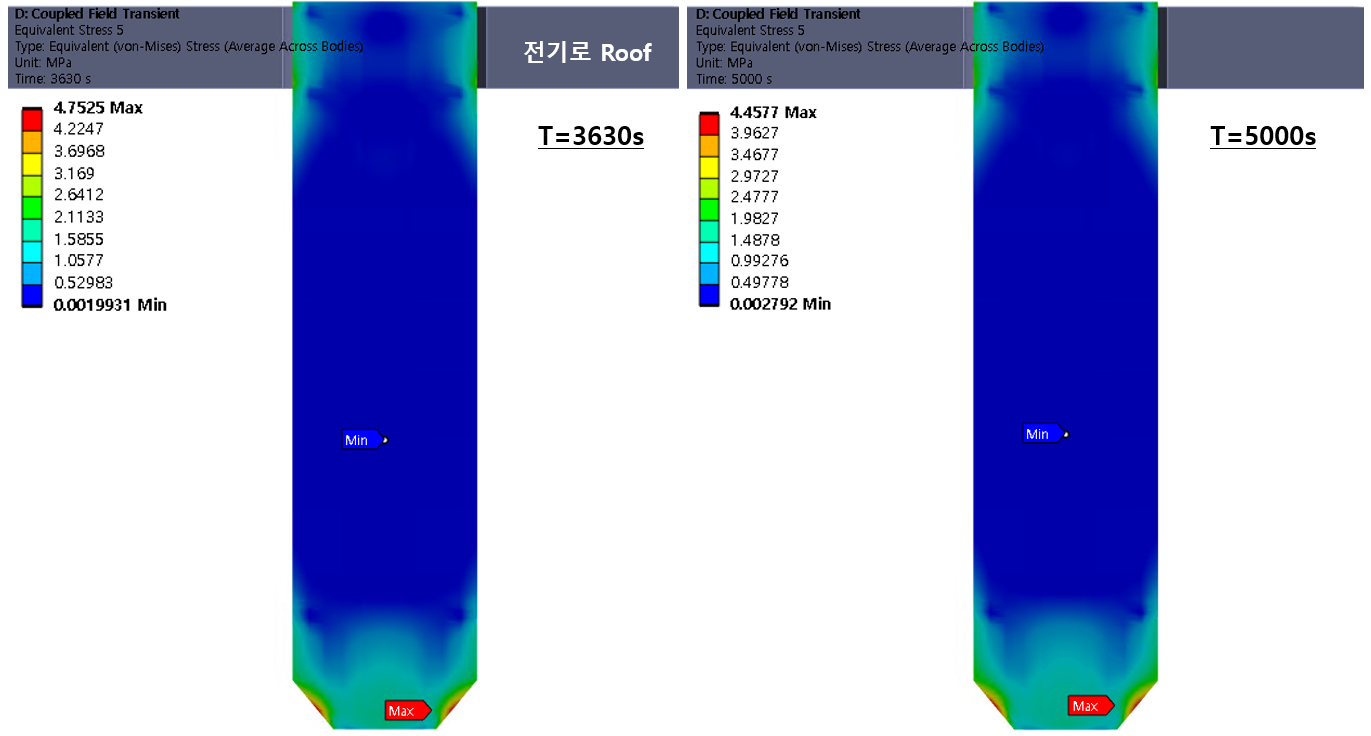
[그림 16]은 시간에 따른 전극봉의 응력 변화를 나타내고 있으며, 전극봉 하부 영역에서 고온에 의한 영향으로 상대적으로 높은 응력 분포가 나타나고 있다. 또한, 전극봉이 하강함에 따라 로내 진입하는 영역 경계에서도 상대적으로 높은 응력 분포가 발생하고 있음을 확인할 수 있다. 긴 조업 시간과 휴지와 조업을 반복하게 된다면, Roof와의 경계 영역에 위치하는 전극봉 내부에 응력 분포가 좀 더 높을 것으로 예상된다.
맺음말



 ㈜태성에스엔이
㈜태성에스엔이-
- 대표이사 : 심진욱, 박인규
- 사업자등록번호 : 219-81-23192
- 통신판매업 신고번호 : 제2017-서울성동-1100호
ⓒ TAE SUNG S&E Inc.



