
ANZINE : CAE 기술 매거진
이전 ANZINE Home Tech-Insight



Coupled Field 시스템을 활용한 점 용접 해석 프로세스
- 나도경 매니저
- 태성에스엔이
- dkna@tsne.co.kr
Coupled Field 시스템을 활용한 점 용접 해석 프로세스
Introduction
자동차, 항공, 조선과 같이 얇은 금속 판재가 널리 사용되는 산업에서는 생산성, 경제성, 접합 강도 및 품질을 동시에 만족하는 점 용접(Spot Welding)이 중요한 접합 기술로 활용된다. 점 용접은 빠른 용접 속도와 자동화 용이성 덕분에 대량 생산에 적합하며, 추가 재료 없이도 고강도 접합이 가능해 비용적인 측면에서 효율적이다. 이러한 이유로 열 영향을 최소화하면서도 균일한 품질을 유지할 수 있어 강성, 내구성, 경량화가 중요한 자동차 및 항공 산업에서 널리 사용된다. 점 용접은 [그림 1]과 같이 전극을 통해 판재에 압력을 가하고 동시에 전류를 통과시켜 금속의 접합 부위를 국부적으로 용융 시키는 전기 저항 용접(Electric Resistance Welding) 방법이다. 전류가 금속을 통과할 때, 금속의 전기 저항에 의해 열(Joule Heating)이 발생하여 금속의 온도가 급격히 상승하고 이로 인해 용융이 일어나 두 금속이 접합된다.
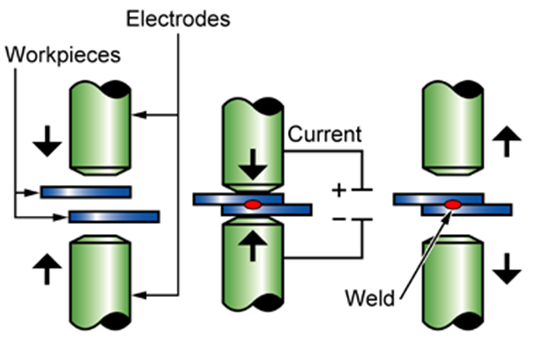
[그림 1] 점 용접 공정 프로세스 이미지[1]
점 용접 공정에서는 전기, 열, 구조적 물리 현상들이 서로 복잡하게 상호작용하므로 이를 정확하게 해석하기 위해서는 다물리계 해석(Multiphysics Analysis)이 필수적이다. 이에 본 호에서는 기존 사용자들이 Ansys Mechanical™에서 연성해석을 위해 많이 사용하는 1-Way 연성해석 방법과 Coupled Field 시스템을 통한 2-Way 연성해석 방법의 의미와 차이점에 대해 알아보고, Coupled Field 시스템으로 점 용접 공정을 구현하여 해석하는 절차를 상세하게 소개하고자 한다.
■ Way & 2-Way 해석 시스템
■ 1-Way 연성 해석
1-Way 연성 해석은 [그림 2]와 같이 전기, 열, 구조 등 각 물리 현상을 순차적으로 해석하기 때문에 단방향 즉, 1-Way 해석이라고 하며 계산이 빠르고 비교적 수렴이 잘 될 수는 있지만, 각 물리적 현상 사이의 피드백을 서로 간에 반영하지 못하는 단점이 있다. 예를 들어, 열에 의한 재료의 전기 저항 변화가 전기 해석에 실시간으로 반영되지 않아 실제 공정에서 발생할 수 있는 비선형적인 변화를 정확히 예측할 수 없다.

[그림 2] 1-Way 해석 시스템 프로세스
1-Way 해석 시스템 프로세스를 점 용접 해석을 예시로 들면 먼저 전기 해석을 수행하여 전류 밀도 분포와 줄 열을 계산하고, 이를 바탕으로 열 해석을 수행하여 온도 분포를 얻는다. 이후, 열 해석의 결과를 구조 해석에서 사용하여 열팽창에 따른 변형과 응력을 분석한다.
■ 2-Way 연성 해석
Coupled Field 시스템은 전기-열-구조 해석을 동시에 진행하는 방법으로, 각 물리 현상의 상호작용을 직접적으로 고려하는 방식이기 때문에 양방향, 즉 2-Way 해석이라고 한다. 예를 들어, 전류가 흐르면 줄 열이 발생하여 온도가 상승하게 되고, 온도가 상승하면 재료의 전기 저항이 변화할 수 있다. 또한, 온도가 높아지면 재료의 열팽창이 발생하여 변형이 일어나고, 이는 다시 전기적 접촉 상태에 영향을 줄 수 있다. 이러한 피드백 효과를 실시간으로 반영하기 때문에, 점 용접과 같은 복잡한 상호작용이 중요한 공정에서 훨씬 더 정밀한 해석이 가능하다.

[그림 3] 2-Way 해석 시스템 종류 및 생성된 시스템
[그림 3]과 같이 Ansys에서는 총 4가지의 Coupled Field 시스템을 제공하고 있기 때문에 상황에 맞는 해석 시스템을 구성하여 해석을 진행할 수 있다.
■ 1-Way vs. 2-Way 시스템 비교
두 해석 시스템을 간단히 요약하여 비교하자면 다음 [표 1]과 같이 정리할 수 있다. 가장 큰 차이로는 기존의 1-Way 연성 해석은 전기-열-구조 해석을 순차적으로 진행하는 방식이기 때문에 계산 시간이 짧고 수렴성이 비교적 좋을 순 있지만, 각 물리적 현상의 상호작용을 충분히 반영하지 못한다. 반면, Coupled Field 시스템은 모든 물리적 현상을 동시에 계산하여 정확도가 높지만, 연산량이 증가하고 계산 시간이 길어지는 단점이 있다. 그러나 점 용접과 같은 공정에서는 각 물리적 현상이 실시간으로 서로에게 영향을 미치므로, 더 높은 정확도를 제공하고 실제 공정과 더 유사한 결과를 얻을 수 있다.
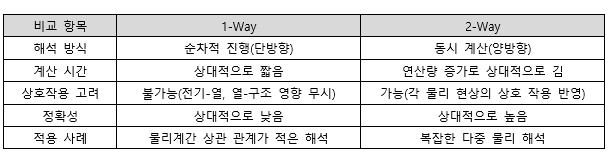
[표 1] 1-Way, 2-Way 시스템 비교
이번 장에서는 Coupled Field 시스템을 현업에서 활용하는데 도움이 되고자 점 용접 공정을 예시로 Mechanical 환경 내에서 Coupled Field 시스템을 활용해서 해석하는 방법에 대해 설명하고, 1-Way 해석과 2-Way 해석 결과의 차이를 비교하여 Coupled Field 시스템의 중요성을 소개하겠다. 다만, 1-Way 해석은 세부 설정에 대해 설명하지 않고 결과만 소개할 예정이다.
■ Coupled Field 시스템을 활용한 점 용접 해석 프로세스
이번 예제에서는 [그림 3]의 시스템 중 시간에 따른 동적 거동을 모사하기 위해 Transient 시스템으로 구성하였으며, Mechanical 환경에 들어가게 되면 사용할 물리계와 적용할 Geometry를 설정할 수 있다. [그림 4]와 같이 구조, 음향, 열 및 전기 해석을 동시에 수행할 수 있고, 필요한 물리량 계산을 위해 해당 항목을 “Yes”로 변경해 주어야 한다.

[그림 4] Coupled Field 시스템 Physics Region
본 호에서는 전기, 열 및 구조 해석을 진행하기 위해 [그림 4]와 같이 Acoustic 해석만 “No”로 설정하였다. 전기해석의 경우 [그림 5]와 같이, 전류 해석(Ampere)과 대전해석(Coulomb)이 가능하며, 본 예제에서는 Conduction 조건을 선택한다.

[그림 5] 전류 조건 설정 타입
■ 해석 모델
점 용접 모델은 해석의 효율성을 위해 [그림 6]처럼 2D 축대칭(Axi-symmetric) 모델로 구성하였으며, 용접할 2개의 판재를 상, 하부 전극 사이에 끼워 놓은 형상이다.

[그림 6] 2D 축대칭 모델
■ 물성 정보
전기-열-구조 해석을 동시에 수행하기 위해 필요한 물성으로는 탄·소성 구간의 Stress-Strain 데이터와 열팽창계수(Coefficient of Thermal Expansion), 열전도도(Thermal Conductivity), 비열(Specific Heat), 비저항(Resistivity), 밀도 정보가 필수적으로 입력되어야 해석이 가능하며, 또한 상온에서 고온까지 온도가 상승하는 환경에서 해석이 진행되기 때문에 정확한 해석을 위해 온도에 의존하는 물성 데이터 값을 입력해 주는 것이 중요하다.
이에 본 해석에서는 Ansys Granta®에서 제공하는 물성을 활용하여, 전극에는 Copper Beryllium Alloy, C17200(구리 합금), 용접 판재에는 Stainless Steel, 304L(스테인리스 스틸) 물성을 입력하였고 [그림 7]에 나타낸 바와 같이 위에서 언급한 물성을 입력해 주었다. 또한 [그림 8]의 스테인리스 스틸의 탄성계수 입력 예시처럼 밀도를 제외한 모든 물성 데이터를 온도에 의존하는 값을 입력해 주었다.
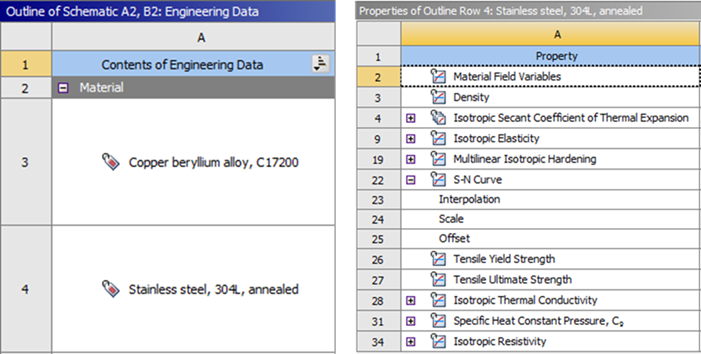
[그림 7] Ansys Granta에서 추가한 재료 물성 데이터
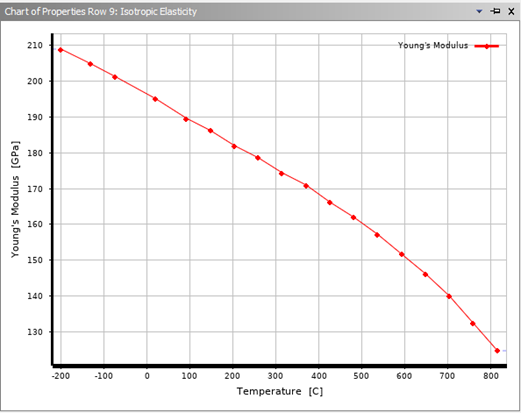
[그림 8] 스테인리스 스틸의 온도 의존성 탄성계수 데이터
■ 경계 조건
실제 점 용접 공정을 최대한 모사하기 위해서 해석은 총 3개의 로드 스텝으로 구성하고 5초간 해석을 진행하였으며, 경계 및 하중 조건의 세부 입력 값은 [표 2]와 같다. 단, 실제 점 용접을 수행하는 것과 동일하게 모사하려면 전극과 판재가 떨어져 있는 상태에서 시작하여, 전극을 판재에 가져다 댄 후 압력을 가하고 전류를 통과시켜야 하지만, 본 해석에서는 해석 조건을 단순화하기 위해 전극과 판재를 붙여놓고 해석을 진행하였다[그림9]. 또한 교류의 경우 정확한 해석을 위해서는 공기영역을 포함한 전자기장 해석을 하여야 하나, 주파수가 낮아서 표피두께(Skin depth)가 재료의 두께 보다 크기 때문에 설정의 단순화를 위하여 표피 효과를 무시하고 전기해석으로 진행하였다.
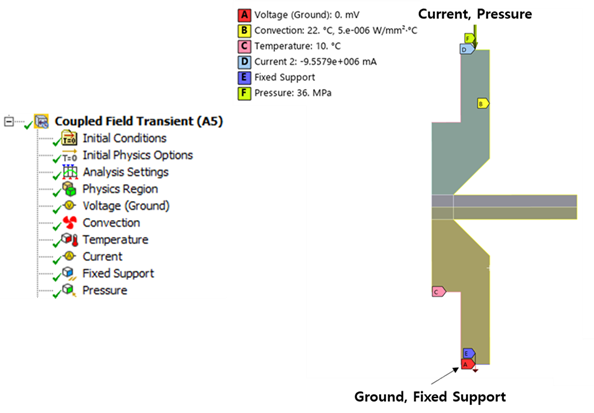
[그림 9] 하중 및 경계 조건 입력 상태
하중 조건을 간단히 설명하자면 다음과 같다.
- 전기 해석 : 전극간 통전 현상 구현을 위해 Current 하중을 전극 상단에 부여하였으며, 그 값은 함수 기능을 활용하여 “13500*sin(3600*6*time)” 수식을 입력하였다[그림 10]. 전극 하단부에는 Voltage(Ground) 조건을 0V로 부여하여 접지 조건을 설정하였다.
- 열 해석 : 전극 내부에는 10°C Temperature 조건을 부여하여 냉각수가 흐르는 현상을 고려하고, 대기와의 열 교환 현상을 구현하기 위해 전극과 판재 외부에 Convection 조건을 적용하였다.
- 구조 해석 : 전극 상단에 Pressure, 하단에 Fixed Support 조건을 적용하여, 전극이 판재를 가압하고, 전류가 제거된 이후에도 2초까지 압력을 유지하여 용융된 부분을 압착하는 현상을 구현하였다.
마지막 로드 스텝에서는 3초간 자연대류에 의해 냉각되도록 모든 하중을 제거하고 해석을 종료하였다.
기존의 1-Way 해석의 경우에는 상기 해석을 각각 진행하여 선행 해석의 결과를 Import하여 2번의 연성해석을 진행해야 하지만, Coupled Field 시스템에서는 [그림 9]에서와 같이 해석 조건을 한 번에 입력하여 번거로움이 없는 장점이 있다.
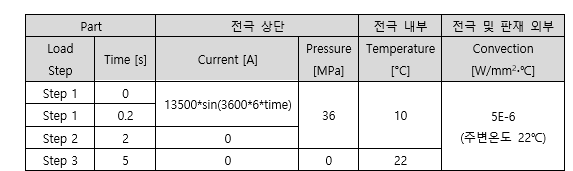
[표 2] 입력한 하중 및 경계 조건
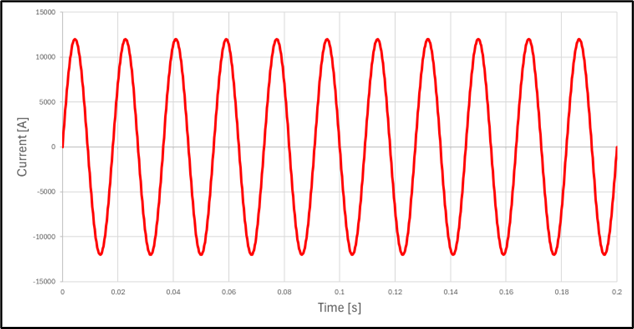
[그림 10] 0.2초간 부여한 사인파 전류 프로파일
■ 해석 결과 분석
■ 온도 결과
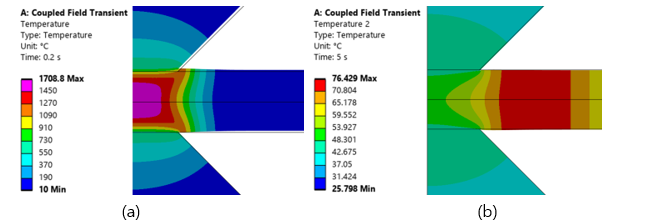
전류가 흐르면서 발생한 Joule Heating에 의해 용접 부위의 온도가 급격히 상승하게 되며, 그로 인해 용융 영역이 형성된다. [그림 11]의 (a)에서 0.2초 동안 흐른 전류에 의해 용접할 판재의 중심부가 급격히 온도가 상승하는 것을 볼 수 있다. 이때, 스테인리스 스틸의 용융점인 1450°C를 초과하는 온도 영역은 보라색으로 표시되어 있으며, 이는 금속의 용융을 나타낸다. (b)에서는 4.8초간 냉각 후 발생한 온도 분포를 보여주고 있으며, 전극과 접촉한 용접 중심부보다 옆 부분이 더 높은 온도를 보인다. 이는 냉각 과정에서 전극과 접촉된 부위는 전도로 인해 냉각 속도가 더 빨라져 온도가 낮아지고, 그와 반대로 접촉하지 않은 부분은 상대적으로 천천히 냉각되는 현상이 반영된 결과이다. 실제 용접에서는 전극으로 가압하고 통전 후, 전극을 제거하는 과정에서 온도 분포가 달라지므로, 본 해석과는 시간이 지남에 따라 실제 온도 분포가 달라질 것으로 예상된다.
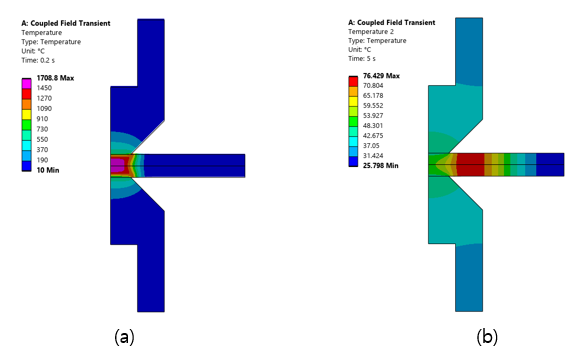
[그림 11] 시간에 따른 온도 분포 (a) 0.2s, (b) 5s
상기 그림을 중심부만 확대해서 나타내면 다음 [그림12]와 같다.
[그림 12] 용접 중심부의 시간에 따른 온도 분포 (a) 0.2s, (b) 5s
■ 응력 결과
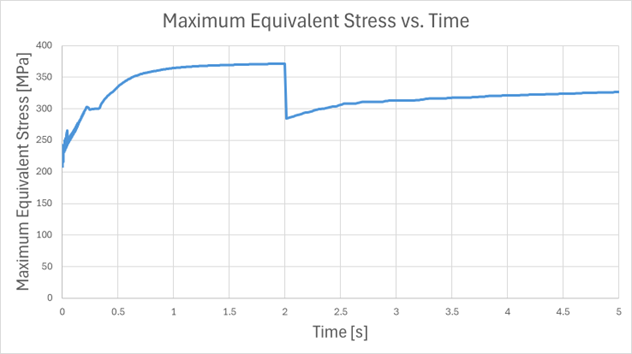
[그림 13]에는 온도 결과와 같은 시간에 발생한 응력 결과를 나타냈으며, 응력 결과에서 관심 영역은 전극을 제외한 판재 파트만 선택해서 나타내었다. [그림 14]의 응력 분포 그래프를 보면, 0.2초간 전류를 가하고, 용융된 부분을 접합시키는 시간인 2초까지 응력이 증가한 후에 전극의 압력을 제거하여 응력이 급격히 낮아진 것을 볼 수 있다. 그 후 하중을 가하는 시간보다 냉각 후 응력이 증가하는 현상이 나타나는데, 이는 금속이 냉각되면서 수축되어 잔류 응력이 발생한 것으로 보인다. 비록 본 해석에서는 냉각이 완벽하게 진행되지 않아서 정확한 잔류 응력이라고 볼 수는 없지만, 이러한 현상은 실제 용접에서 변형 및 구조적 결함을 유발할 수 있기 때문에, 이를 예측하여 후처리 비용을 절감하고 용접 파라미터를 최적화하여 용접 품질을 향상시키는데 기여할 수 있다.
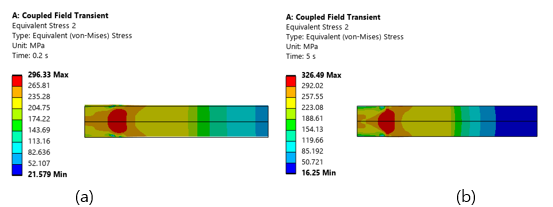
[그림 13] 용접 중심부의 시간에 따른 응력 분포 (a) 0.2s, (b) 5s
[그림 14] 시간에 따른 최대 응력 분포
■ 1-Way vs 2-Way 결과 비교
마지막으로 1 & 2-Way 해석 결과를 비교하였으며, 두 해석 시스템의 모델, 경계 조건 등 모든 조건은 동일하다. 1-Way 해석은 [그림 2]와 같이 전기-열-구조 해석 순으로 연성 해석을 진행하였으며, 결과는 간단하게 온도 분포와 응력 거동만 비교하였다.
[그림 15]에서 첫번째 스텝이 끝나는 시점인 0.2초 일 때 온도 분포를 보면 모든 해석 조건이 동일한 상태임에도 불구하고 1-Way 해석에서는 2-Way 해석에서 보다 약 500°C 정도 낮은 온도 분포가 계산되었다. 이는 1-Way 해석에서 비저항과 온도에 따른 재료의 특성 변화가 동적으로 반영되지 않기 때문에, 온도 변화로 인한 전기 저항의 변화나 열팽창이 제대로 계산되지 않아 나타나는 차이로 보인다.
[그림 16]의 그래프를 보면 1 & 2-Way 해석 시스템 모두 용접 후 잔류 응력을 어느정도 예측할 수는 있었지만, 같은 해석 조건임에도 불구하고 응력 거동에서도 차이를 발생시키는 것을 볼 수 있다. 이처럼 다물리계간의 상호작용이 큰 복잡한 해석에서는 해석 시스템 구성에 따라 결과의 차이가 더 커질것이며, 이는 실제 해석 시스템의 신뢰를 저하시키는 원인이 된다. 그렇기 때문에 각 물리적 현상이 실시간으로 서로에게 영향을 미칠 것으로 예상되는 해석에서는 2-Way 해석 시스템을 구성하여 보다 신뢰성 있는 결과를 얻기를 권장한다.
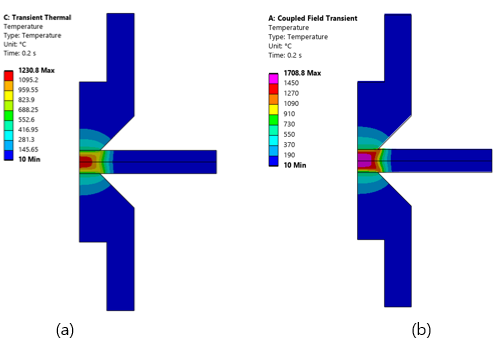
[그림 15] 해석 시스템 별 최대 온도 분포 (a) 1-Way, (b) 2-Way
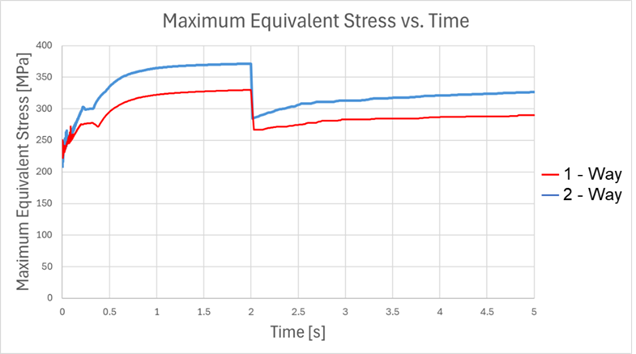
[그림 16] 1-Way vs 2-Way 해석 구조 해석 결과 차이(Maximum Equivalent Stress)
맺음말
이번 호에서는 1-Way와 2-Way 커플링 해석의 차이를 설명하고, Coupled Field 시스템을 활용한 2-Way 해석이 점 용접에 어떻게 적용되는지 소개했다. 2-Way 해석은 전기, 열, 구조 간의 상호작용을 실시간으로 반영할 수 있어 1-Way 해석에 비해 훨씬 정확한 결과를 제공하며 비록 계산 시간이 길고 수렴에 어려움이 있을 수 있지만, 점 용접과 같은 복잡한 다물리계 공정에서는 2-Way 해석이 더욱 효과적인 것을 확인했다. 해석 조건을 단순화했기 때문에 실제 공정과는 차이가 있을 수 있지만, 이 사례를 통해 2-Way 해석의 중요성과 실제 현업에 적용 가능성을 확인할 수 있었다. 추후 점 용접과 같이 각 물리계의 상호 작용 효과가 결과에 큰 영향을 미치는 해석이 필요한 경우에는 본 방법을 응용해서 2-Way 해석을 수행하고, 보다 정확한 해석 결과를 얻는데 도움이 되기를 기대한다.
■ 참고자료
[1] Ansys Granta Selector™, Spot Welding Image
[2] Zhao, D.; Wang, Y.; Zhang, P.; Liang, D. Modeling and Experimental Research on Resistance Spot Welded Joints for Dual-Phase Steel. Materials 2019, 12, 1108
[3] Tsai, C., Dai, W., and Dickinson, D., "Analysis and Development of A Real-Time Control Methodology in Resistance Spot Welding," SAE Technical Paper 910191, 1991
![[2025년 9월 열린세미나] Session 3. Ansys Mechanical을 이용한 용접 해석 방법](/storage/upload/data/thumbnail/1758242447_VeSIS3p4jQo8r5IdLBsJoOIgBLBioHAO8ynbd9pE.jpg)



 ㈜태성에스엔이
㈜태성에스엔이-
- 대표이사 : 심진욱, 박인규
- 사업자등록번호 : 219-81-23192
- 통신판매업 신고번호 : 제2017-서울성동-1100호
ⓒ TAE SUNG S&E Inc.



