
ANZINE : CAE 기술 매거진
이전 ANZINE Home Case Study



Cloud-based CFD Optimization of Magnetic Drive Pumps using HPC
- A. Arcidiacono , M. Zanotti , L. Fossati
- EnginSoft, CDR Pompe
- a.arcidiacono@enginsoft.com
Cloud-based CFD Optimization of Magnetic Drive Pumps using HPC
by Alessandro Arcidiacono and Marisa Zanotti (EnginSoft); Luigi Fossati (CDR Pompe)
■ Abstract
펌프는 다양한 산업분야에서 널리 사용되고 있으며, 산업적 관점에서 가장 일반적인 유형은 원심 펌프입니다. 자기 결합 펌프 또는 자기 구동 펌프는 원심 펌프에 속하며, 모터가 기계적 샤프트 대신 자기 커플링을 통해 펌프에 연결되기 때문에 기존 펌프와 차이가 있습니다. 이 펌프는 화학, 제약 또는 핵 산업에서 사용되는 위험한 유체의 누출을 방지하기 위해 사용됩니다. CDR Pompe는 성능을 개선하고, 설계 및 생산 비용을 줄이고, 시장에 더 효율적이고 경쟁력 있는 제품을 제공하기 위해 펌프를 재설계하고자 했습니다.
CDR의 재설계 요구 사항에 따라 총 7개의 입력 매개변수를 고려하였으며, 약 100개의 설계 조건을 계산하기 위해 HPC 병렬 계산을 이용하였습니다. 이와 같이 HPC 기반 설계 프로세스를 통해 출시 기간을 50% 단축시킬 수 있습니다. 개선된 자기 구동 펌프는 유체 증발을 방지하고 소음과 진동을 줄여 더 나은 범용성, 신뢰성, 내구성을 제공합니다.
Mechanical pumps play a significant role today due to their widespread use in sectors as diverse as energy, oil&gas, aerospace, automotive, heating, ventilation, air conditioning (HVAC), and consumer goods. From an industrial perspective, the most common type are centrifugal pumps.
Magnetically coupled pumps, or magnetic drive pumps, are a particular subset of centrifugal pumps and differ from conventional pumps because the motor is connected to the pump via magnetic couplings instead of a direct mechanical shaft. The chemical, pharmaceutical and nuclear industries make use of aggressive or hazardous fluids, and therefore need magnetic drive pumps, which eliminate the need for shaft seals, to comply with safety regulations and prevent the escape of these fluids.
Since centrifugal pumps are widely used, they consume a considerable amount of energy: it is estimated that around 10% of the electricity produced worldwide is used to operate pumps. Even small improvements to the efficiency of centrifugal pumps would therefore significantly decrease overall energy consumption. However, creating a better design for a centrifugal pump does not only mean improving its efficiency: it must avoid creating cavitation conditions that could cause noise, vibration, and ultimately, impeller failure.
Magnetically coupled pumps are extremely sensitive to axial thrust due to wear-and-tear problems during their life cycle. Without the support of a mechanical shaft to stabilize the structure, it is imperative to balance the impeller, the magnetic drive system, and the secondary flows of axial forces over the entire operating range of the machine. The consequences of a poor design can lead to machine failure.
The challenge
Magnetic-drive chemical-process pumps eliminate the need for shaft sealing thus reducing costs and improving safety. These pumps are used to prevent the leakage of the aggressive fluids used in the chemical, pharmaceutical or nuclear industries.
CDR Pompe wanted to re-design all four sizes of this type of pump in order to improve their performance, reduce the design and production costs, and deliver more efficient and more competitive products to the market. The following improvements were considered to be the most important:
• Minimizing axial forces (to avoid too much thrust against the pump bushes, which could lead to premature machine failure and related consequences);
• Minimizing cavitation, thereby decreasing the NPSHr (net positive suction head required) i.e. the suction pressure necessary to ensure the pump operates correctly, to increase the operating range and flexibility of use;
• Reducing energy consumption;
• Finding a compromise between these objectives and greater efficiency by undertaking a multi-objective analysis.
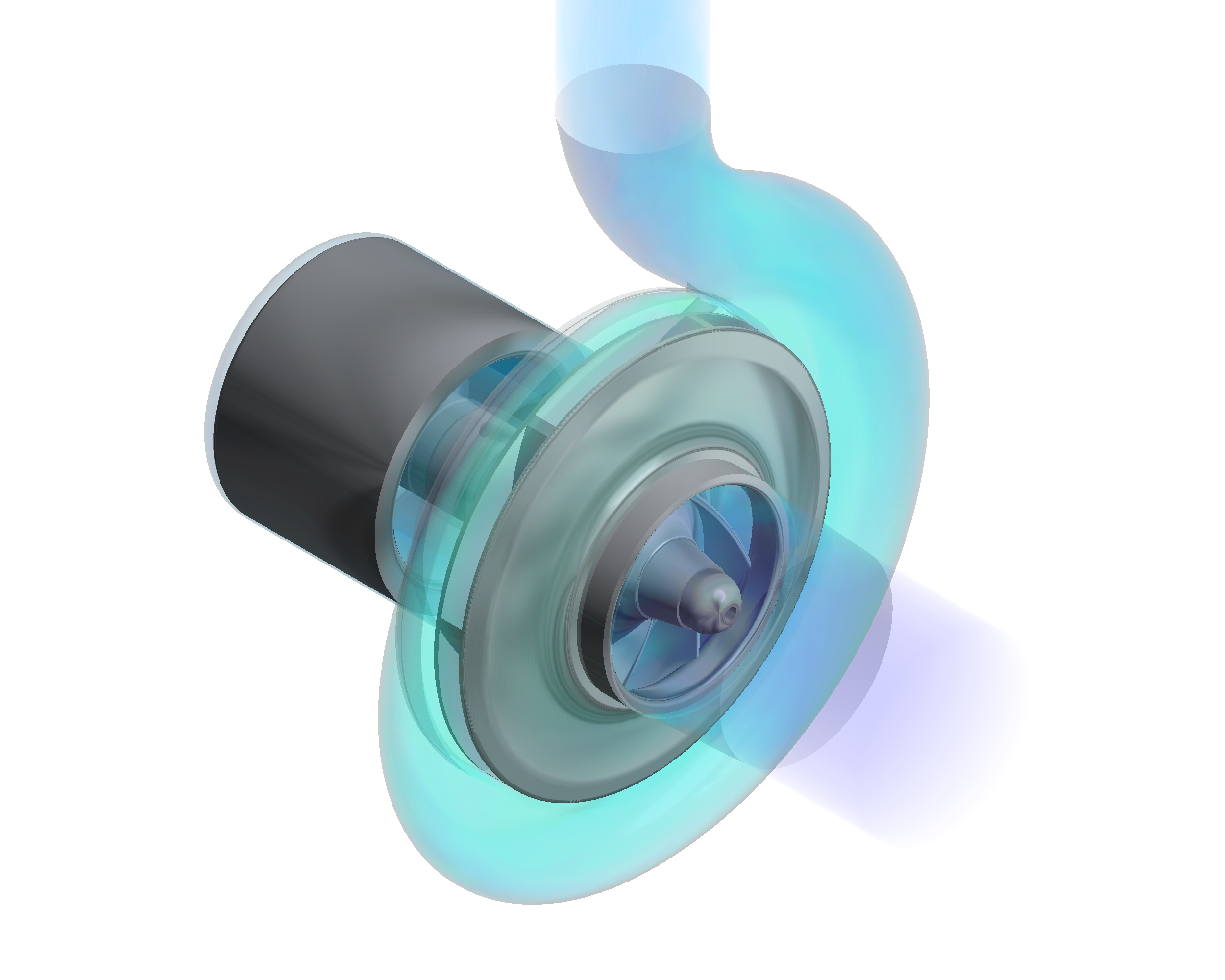
High-fidelity CFD makes it possible to envision all these objectives, but a very detailed approach is required to adequately characterize this type of machine where many blades feed the downstream volute in a nonuniform manner and secondary flows influence volumetric efficiency, NPSHr and axial thrust. This must be done without simplifying the assumptions, therefore explicitly modelling all losses and sections of the magnetic drive. However, these simulations are CPU intensive due to the complex geometries and multi- meshes required to model the machine in the actual operating scenario.
The solution
In the experiment, CDR worked with EnginSoft and used CFD modelling and optimization for the four pump sizes to find the best compromise between geometric fidelity, accuracy, and computational costs. Mesh sensitivity analysis and pressure evaluation of the CFD models led to a high-fidelity steady-state approach with a suitable mesh (30-70M elements). The subsequent geometry-based optimization process, built on top of the CFD model, was based on a design of experiment (DoE) and response surface methodology. The purpose of a DoE is to collect a representative set of data to calculate a response surface and then perform an optimization. Basically, a set of design points is collected or calculated. The accuracy of the response surface is highly dependent on the DoE scheme, and on the number of design points calculated.

According to CDR’s redesign requirements, a total of seven input parameters had to be considered. An accurate DoE scheme with this number of parameters required the calculation of approximately 100 design points. Considering four pump sizes, the multi-scale and multi-scenario optimization process required around 400 large model simulations to be performed.
This methodology resulted in optimized performance maps for each pump size in terms of head, efficiency, power, NPSHr (down 20-25%, reducing the risk of cavitation) and axial thrust (down 5-20%, allowing longer pump lifetime). The results led to an increased ability to operate the pumps in extreme situations that were expected to be critical, such as conditions at the limit of cavitation or similar, and provide a good balance between efficiency and thrust. For all these reasons, an overall study and optimization of this machine (multiscale and multi-scenario) required access to high-performance computing (HPC) infrastructure and the use of specific engineering simulation tools. EnginSoft provided the engineering knowledge in terms of CFD modelling, while CINECA provided the hardware and support needed to conduct the CPU-intensive parallel calculations.
Business benefits
In addition to making CDR more competitive in the European market, the improved models, being ASME compliant, will help it access the US market, with a consequent growth in the company’s expected annual turnover of 1.5M€ in five years. The reduced maintenance requirement is a game-changer for an SME that lacks maintenance support staff in the US and is therefore a competitive resource in such a complex market. In addition, the HPC-based design process reduces time-to-market by 50%. The reduced energy consumption also translates into lower CO2 emissions. An improved magnetic drive pump design prevents fluid evaporation and reduces noise and vibration, resulting in greater versatility, reliability, and pump durability, with less planned and unplanned downtime and less maintenance required.
Experiment partners
CDR Pompe is a leading Italian manufacturing SME that has been developing and producing pumps for hazardous, corrosive, and highly pure liquids in the chemical, pharmaceutical and other process industries since 1978. EnginSoft is a consulting SME specializing in the field of computer-aided-engineering (CAE) with offices around the world. Founded in 1984, EnginSoft today has more than 160 employees, 10 offices, and partnerships with companies, R&D centres, and universities. CINECA - Consorzio Interuniversitario, founded in 1969, is Italy’s largest supercomputing centre with an HPC infrastructure equipped with cutting-edge technology and highly qualified staff working with academic and industrial partners.
The FF4EuroHPC project has received funding from the European High-Performance Computing Joint Undertaking (JU) under grant agreement No. 951745. The JU receives support from the European Union’s Horizon 2020 research and innovation programme and from Germany, Italy, Slovenia, France, and Spain.
The success story presented in this article was developed during the first tranche of FF4EuroHPC Project. FF4EuroHPC supports the competitiveness of European SMEs by funding business-oriented experiments and promoting the uptake of advanced HPC technologies and services. The experiment is an end-user-relevant case study demonstrating the use of cloud-based HPC (high- performance computing) and its benefits to the value chain (from end-user to HPC-infrastructure provider) for addressing SME business challenges that require the use of HPC and complementary technologies such as HPDA (high performance data analytics) and AI (artificial intelligence). The successful conclusion of the experiment created a success story that can inspire the industrial community.
For more information:
Alessandro Arcidiacono - EnginSoft
a.arcidiacono@enginsoft.com



 ㈜태성에스엔이
㈜태성에스엔이-
- 대표이사 : 심진욱, 박인규
- 사업자등록번호 : 219-81-23192
- 통신판매업 신고번호 : 제2017-서울성동-1100호
ⓒ TAE SUNG S&E Inc.



